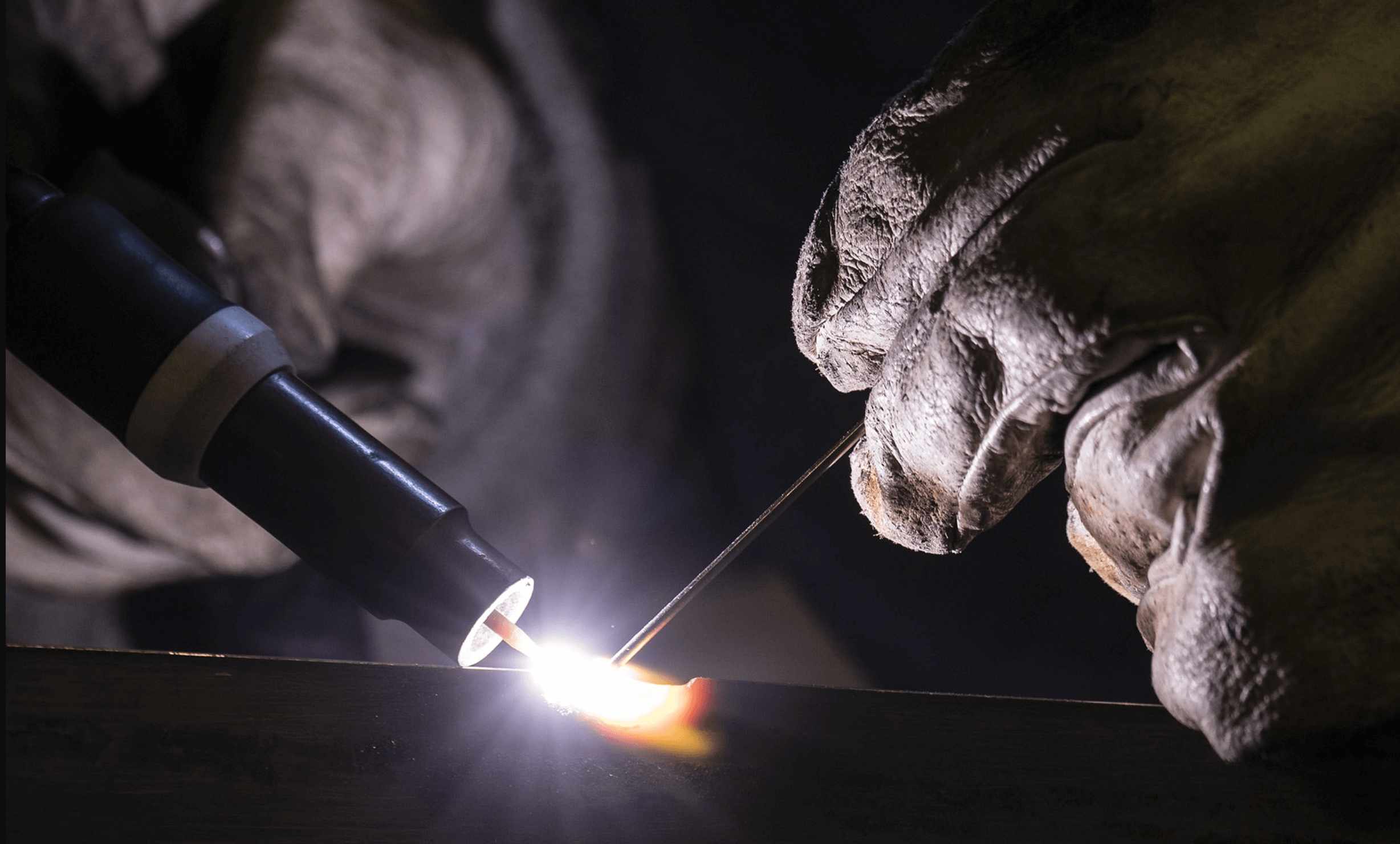
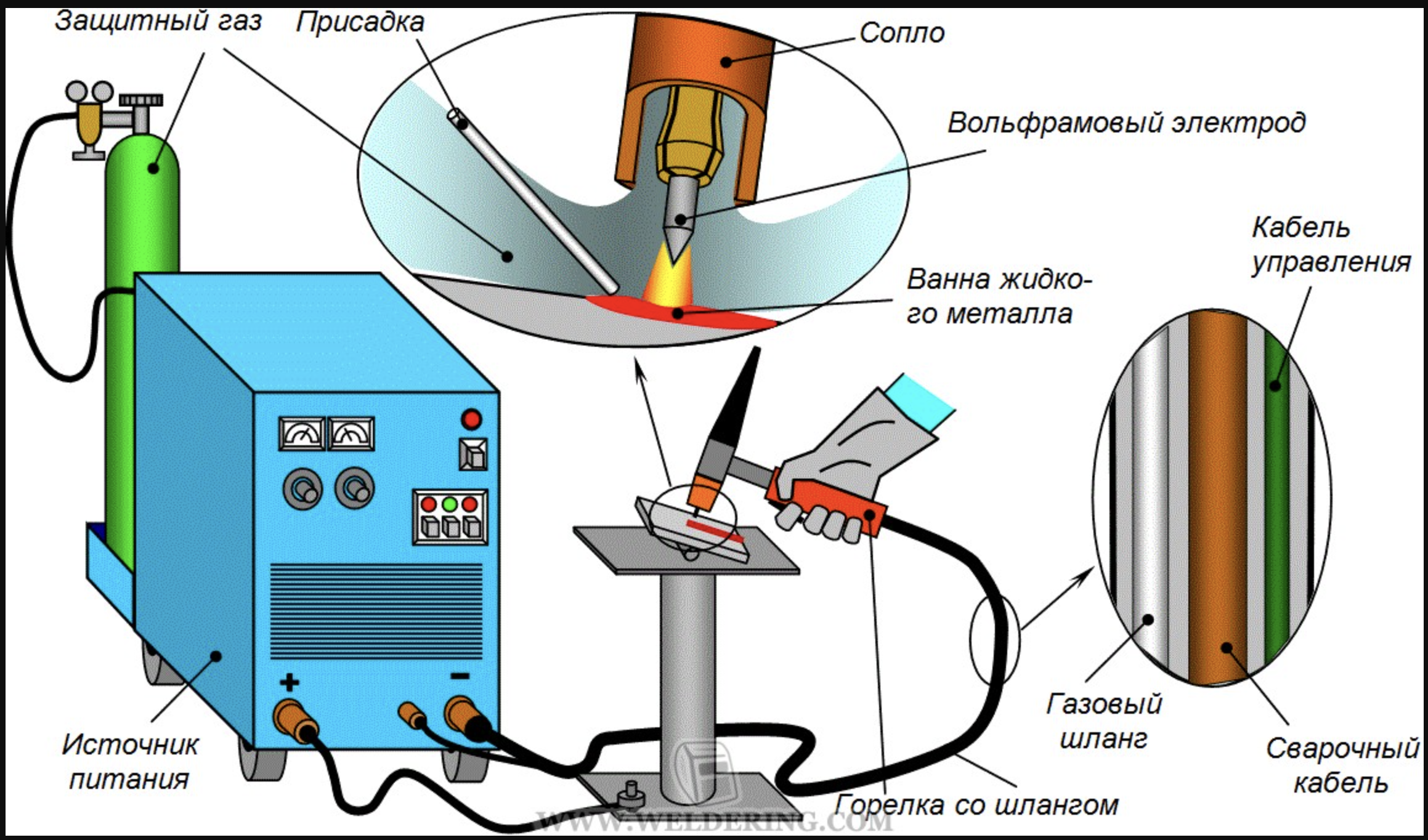
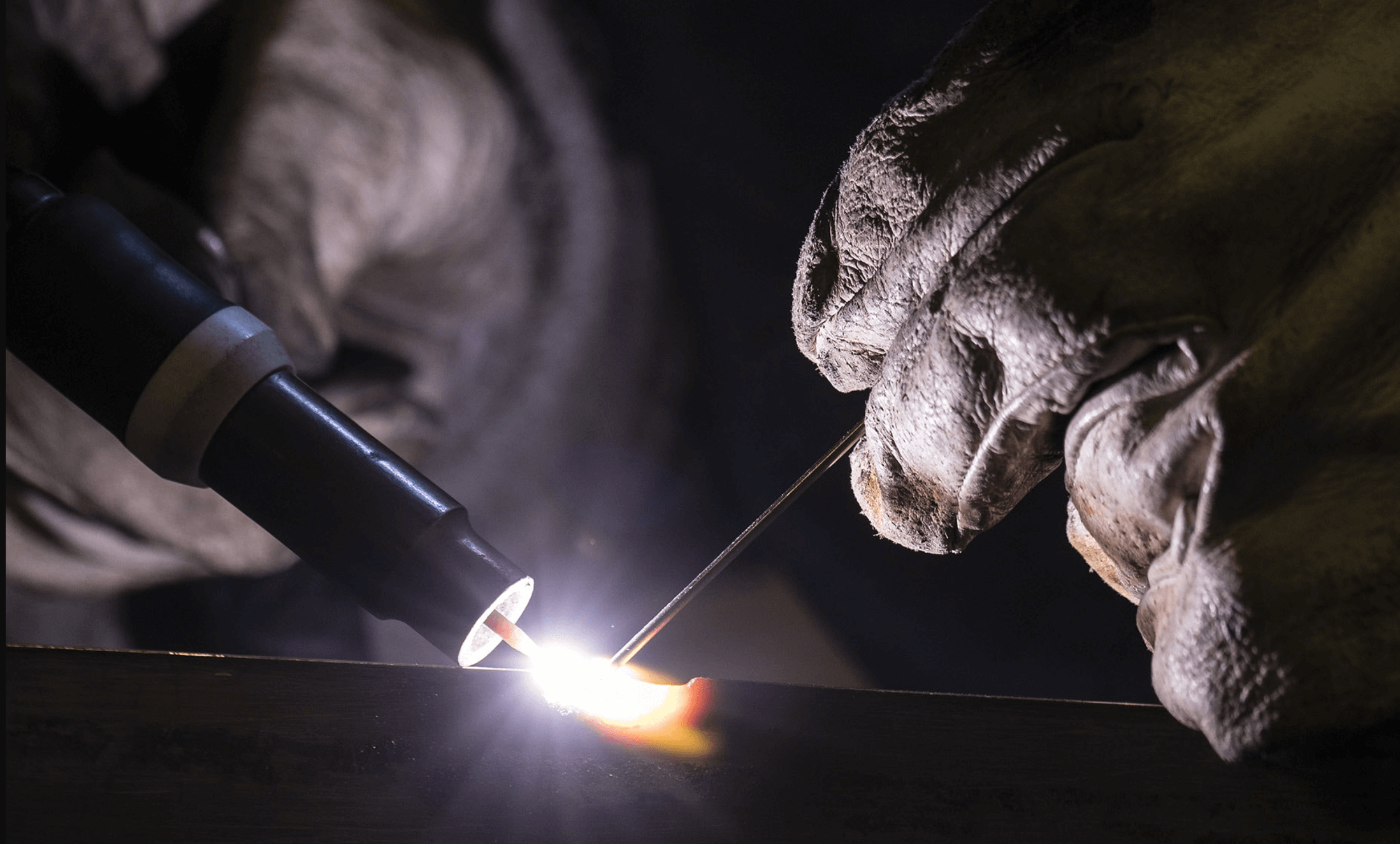
TIG-сварка, или Tungsten Inert GasЭтот вид сварки получил широкое распространение благодаря использованию электрической дуги между неплавящимся вольфрамовым электродом и свариваемой деталью. Защитный газ предотвращает окисление шва.
Когда и где появился этот вид сварки
TIG-сварка, основанная на аргоне с неплавящимся электродом, появилась в США в 1941 году. Позже технология совершенствовалась, и к 1950-м годам вышли первые промышленно применяемые аппараты для TIG-сварки.
Преимущества и недостатки ТИГ-сварки
Этот метод сварки обладает рядом преимуществ, делающих его универсальным и популярным в различных областях. Главное преимущество ТИГ-сварки — получение высококачественных сварных соединений. Защитный газ, используемый в этом методе, ограждает сварочную ванну от атмосферных газов и окислительных процессов.
Она также даёт возможность спаивать тонкие листы металла и детали без деформации и дополнительной обработки. Это обусловлено тем, что при данном методе воздействие тепла на деталь минимально, а сам процесс протекает медленно, что обеспечивает лучший контроль теплового режима и предотвращает перегрев.
Позволяет варить металлы разной толщины, в том числе в труднодоступных местах и углах за счёт тонкими электрода.
- сталь;
- нержавеющую сталь;
- алюминий;
- медь и другие.
TIG-сварка дает возможность регулировать температуру и глубину проплавления металла, что позволяет создавать сварочные швы высокого качества без дефектов и трещин.
TIG-сварка обладает ещё одним важным преимуществом: с её помощью можно создавать красивые сварочные соединения.
| Вид металла | Толщина металла, мм | Род тока | Сила тока, А |
|
Стальные сплавы
|
1,0 | DC | 20-30 |
| 1,5 | DC | 40-60 | |
| 2,0 | DC | 70-90 | |
| 3,0 | DC | 100-120 | |
| 4,0 | DC | 120-140 | |
|
Алюминий
|
1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Такая сварка — медленный и трудоёмкий процесс, требующий высокой квалификации сварщика и специального оборудования. Защитный газ сложнее применять при сильном ветре или на открытой местности.

Применение
Сварочный процесс широко используется там, где важна точность и качество свариваемых конструкций, например, в авиастроении, производстве медицинских устройств, а также при создании спортивного и прочего оборудования из алюминия и других цветных металлов.
Режимы работы
TIG-сварка возможна в двух режимах: при постоянном токе и при переменном токе.
Постоянный ток
При работе с постоянным током электрод из вольфрама присоединяется к минусовой клемме сварочного аппарата, а материал для сварки — к плюсовой. Такой подход обеспечивает высокую температуру дуги и стабильный процесс сварки.
Переменный ток
Сварочные работы переменным током способны устранить любые трудности. В процессе электрод и сварочное изделие попеременно выступают в роли плюсовой и минусовой клеммы. Такой подход способствует повышению температуры и ускорения процесса сварки. Кроме того, режим работы на переменном токе открывает возможность применения TIG-сварки для обработки алюминия, магния и других цветных металлов.
| ВИД ТОКА | Толщина металла, мм | Диаметр электрода, мм |
|
ПОСТОЯННЫЙ
|
0,8 – 1,5 | 1 — 1,6 |
| 2 — 3 | 2 | |
| 4 — 6 | 3 – 3,2 | |
| 7 — 10 | 4 | |
|
ПЕРЕМЕННЫЙ
|
2 | 1,6 — 2,4 |
| 3 — 5 | 3 — 3,2 | |
| 6 — 10 | 4 |
Оборудование для ТИГ-сварки, что потребуется

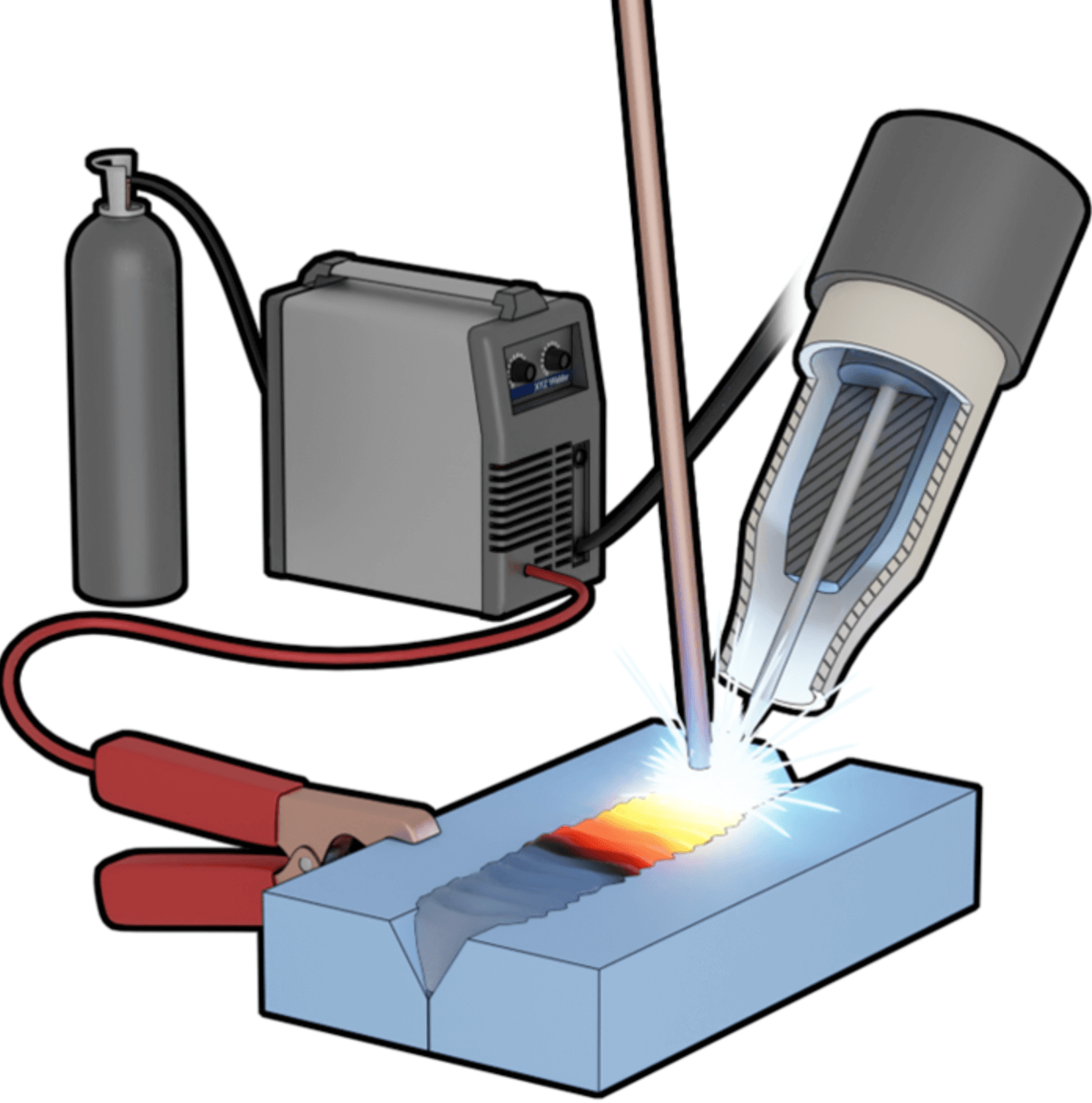
Для проведения сварки требуется специализированное оборудование. Оно включает источник электропитания, сварочный преобразователь, педаль управления и горелку для сварки. Источник электропитания должен подавать постоянный или переменный ток необходимой силы с возможностью регулирования напряжения и силы тока. Сварочный преобразователь преобразует электрический ток в высокочастотный, поддерживая дугу сварки. Педаль управления служит для настройки мощности и тока сварочной дуги, а горелка для TIG-сварки имеет специальный электрод, который заполняет сварочный шов.

Сборка сварочного аппарата
Для работы сварочным аппаратом его нужно собрать. Начните с подключения источника электропитания к сварочному преобразователю. Далее присоедините сварочный кабель к клемме на преобразователе и другим концом к горелке. Подключите педаль управления к преобразователю, а затем подсоедините аргонный газ.
Сборка наконечника горелки






Видео Настройка аппарата для Сварки TIG
Техника сваривания
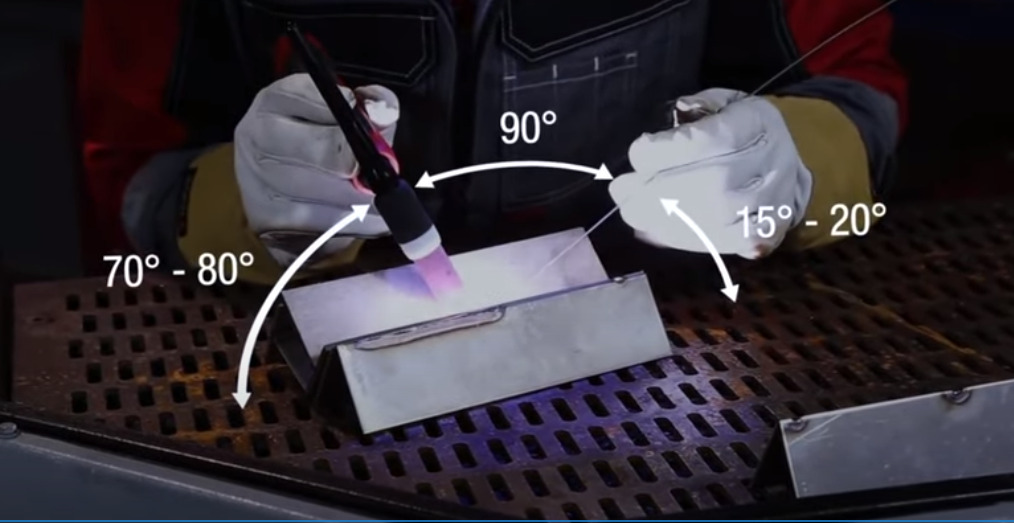
Процесс требует высокой точности и навыков управления горелкой. Основной секрет хорошей сварки – поддержание оптимального расстояния между электродом и поверхностью сварочного материала, а также правильное направление горелки. При работе с TIG-сварочной горелкой необходимо соблюдать определенные правила, например, держать ее под углом 15-20 градусов.
Для сварки деталь нужно установить из места ее соединения с поверхностью. Важно также подобрать наилучшую силу тока и скорость для достижения хорошего качества сварного шва.
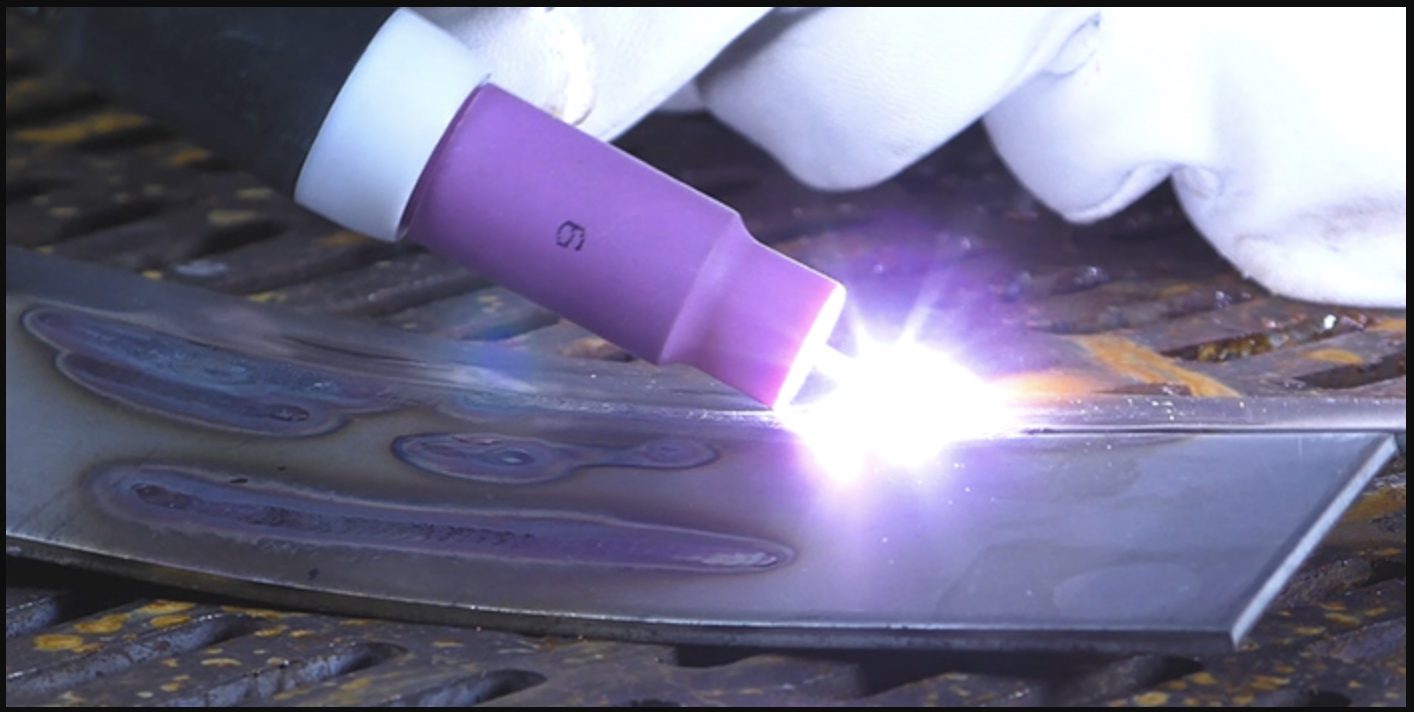
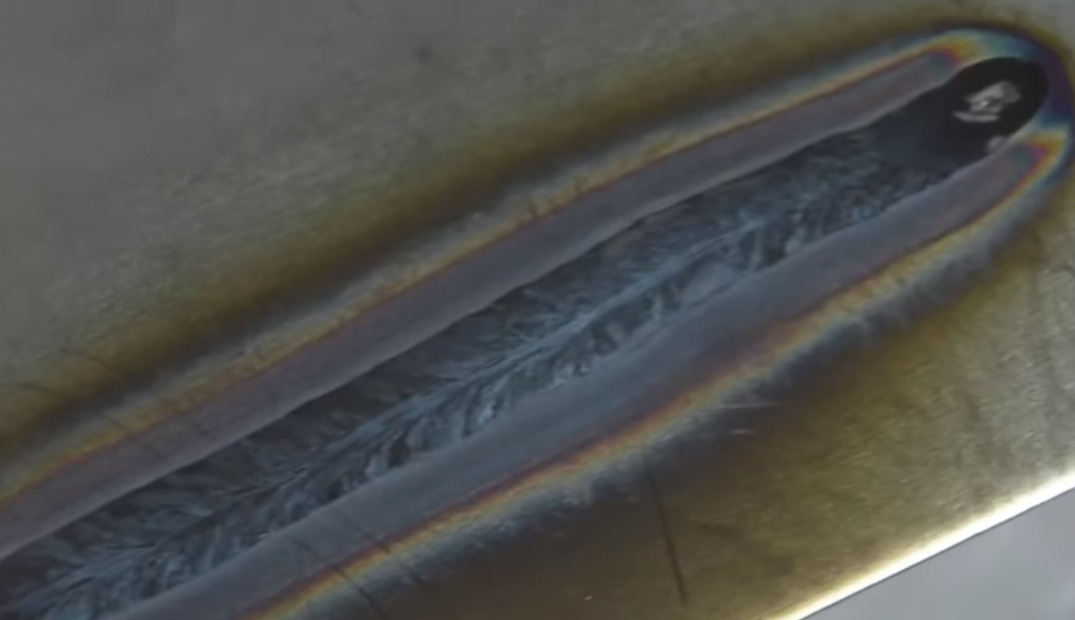
На фотографии представлен шов, полученный методом сварки TIG.
Внимание! Для качественной сварки подготовите заготовки, очистив от ржавчины, окисной пленки, загрязнений. Обезжирните их ацетоном, уайт-спиритом или другим растворителем. Очистите наполнительный стержень наждачной бумагой.
Маркировка TIG-сварки
При сварке на поверхности шва остаются отметки, именуемые маркировкой. Маркировка может быть нанесена латинскими буквами или цифрами, обозначающими определённые свойства.
Маркировка латинскими буквами
Маркировка латинскими буквами указывает на вид сварочного материала, тип защитного газа и тип электрода. Например, буква E означает сварочный материал из стали, а W – из вольфрама. Буква A применяется при использовании аргона для защиты дуги.
Маркировка на территории РФ
В России используется особая система маркировки сварочных работ по ГОСТу. Маркировка указывает дату, место и вид сварки, а также содержит печать и подпись исполнителя.
«Аргонно-дуговая» или «аргонодуговая» сварка: как правильно
В науке говорят об «аргонно-дуговой сварке», потому что это точнее отражает процесс с использованием дуги и аргона как защитного газа. В быту же чаще называют «аргонодуговой сваркой», хотя с точки зрения науки это не совсем верно. Главное помнить, что аргон в качестве защитного газа — обязательный компонент процесса для качественного сварочного шва.
Мифы о TIG-сварке
Процесс довольно сложен и техничен, отчего вокруг него сложились многочисленные мифы и неверные заявления.
Губителен ли аргон для сварщика
Распространенный миф утверждает, что аргон вредит сварщикам, однако это неправда. Аргон – инертный газ, который не взаимодействует с другими веществами. Много лет его используют для защиты сварочной зоны от внешнего воздействия. При TIG-сварке аргон создает защитную атмосферу, повышая качество сварки и ограждая сварщика от опасных веществ и паров, образующихся в процессе.
Аргонодуговая сварка вредит здоровью мужчин.
Этот миф тесно связан с первым. Подробнее: возможно, его появление связано с тем, что сварщики, работающие с TIG-сваркой, часто используют газовые маски для защиты глаз и легких от аргона. В результате могут развиться заболевания дыхательной системы, но их причина может быть не в аргоне, а в других факторах – плохой вентиляции помещения или неправильном выборе сварочного оборудования.
TIG-сварка «капризна» в работе
Существует мнение, что TIG-сварка — это прихотливый и сложный процесс. На самом деле сварочные работы TIG требуют определенной квалификации и опыта, но, как и любой другой процесс, не являются капризными или сложными. Важно правильно настроить аппарат, установить режимы сварки и применять правильную технику сваривания. При соблюдении всех правил процесс будет качественным и простым.
Достоверные факты о сварке
TIG-сварка – один из самых точных и качественных видов сварки, применяемых в настоящее время. Об этом свидетельствуют многочисленные исследования в этой сфере. Вот некоторые неоспоримые факты.
TIG-инвертор с большим количеством настроек
TIG-инверторы последнего поколения дают возможность сварщикам регулировать множество параметров, что повышает точность и качество сварки. Благодаря компактным размерам и небольшому весу инверторы проще транспортировать и устанавливать.
Сварка газопроводящих магистралей
TIG-сварка применяется для работы с трубопроводами транспортировки газа и нефти, а также оборудованием нефтегазовой отрасли. Высокое качество сварных соединений, обеспечиваемых TIG-сваркой, критично при работе с трубами, испытывающими высокое давление и возможно содержащими опасные вещества.
Модель TIG-инвертора создана на основе вольфрамовой нити.
TIG-инверторы функционируют на принципе дуговой сварки, изобретенной в 1802 году. Современные TIG-инверторы появились позже и являются результатом применения новых материалов и технологий. Основой послужила вольфрамовая нить, использованная для изготовления электрода.
Уход за инвертором ТИГ
tıG-инверторы, подобно любому оборудованию, нуждаются в регулярном уходе и обслуживании. Для предотвращения перегрева необходимо обеспечить достаточную вентиляцию. Регулярная проверка электрических соединений и обновление масла в системе охлаждения также важны. Даже с этими нюансами уход будет простейшим по сравнению с другими моделями сварочных инверторов.
Какой инверторный аппарат для TIG сварки подходит для домашнего использования?

При выборе TIG-сварочного аппарата для небольших работ в домашней мастерской необходимо определить его требования. Важно учесть типы сварочных работ, частоту использования, бюджет и доступность обслуживания.
Несколько моделей TIG-сварочных аппаратов могут подойти для домашней мастерской:
«Сварог» REAL TIG 200 W223

Этот сварочный аппарат – один из доступных вариантов для TIG-сварки. Он обеспечивает постоянный ток до 200 ампер, регулируемый переключателем. Работает как от сети 220 В, так и от генератора. Устройство имеет цифровой дисплей, отображающий ток и напряжение.
TRITON ALUTIG 200P AC/DC

Современный аппарат TIG сварки обеспечивает как постоянный, так и переменный ток для работы с алюминием и другими металлами. Устройство оборудовано цифровым дисплеем, показывающим настройки тока и напряжения, а также функцией пульсации. В аппарате предусмотрена функция Anti-Stick, которая препятствует прилипанию электрода к металлу.
Ресанта САИ-230 АД

Аппарат разработан для работы на объектах с однофазным питанием напряжением 220 В. В устройстве предусмотрена высокая защита от перегрузки и короткого замыкания. Также есть функция плавного пуска и возможность настройки частоты пульсации.
Aurora PRO INTER TIG 200 AC/DC PULSE

Устройство предназначено для работы с алюминием и стали. Модель имеет функцию пульсации для точного управления током, защиту от перегрузки, плавный пуск и настраиваемую частоту.
FUBAG INTIG 200 AC/DC PULSE

Модель оснащена пульсирующим режимом, что обеспечивает более тонкую настройку процесса сварки и улучшение качества сварочных швов. Также аппарат имеет функцию AC баланса для контроля соотношения времени плавления электрода и времени существования катодного пятна. Благодаря этой функции получается четкие и ровные швы, а также возможность работать с алюминием и его сплавами.
Как выбрать вольфрамовый электрод
Вольфрам используется как электрод при аргонодуговой сварке благодаря своей высокой точке плавления, обозначаемой буквой «W». Добавки повышают рабочие характеристики и увеличивают срок службы.

Электроды могут быть:
- универсальные (WP зеленый цвет)
- Электроды, легированные оксидом лантана голубого цвета (WL-20) и золотого цвета (WL-15), предназначены для постоянного или переменного тока.
Среди популярных типов выделяются WP, WL-20 и WL-15, каждый из которых имеет определенный цветовой код, обозначающий легирующие добавки. Также существуют вольфрамовые электроды с добавками оксида циркония, церия и иттрия.
| Электрод | Цвет / Состав | Свойства |
| WP (зеленый) | Электроды из вольфрама без дополнительных элементов. Состав — минимум 99,5% чистого вольфрама, остальные компоненты — примеси. | Обеспечивают прочность дуги при сварке переменным током. Подходят идеально для сварки изделий из алюминия. |
| WL-20 (голубой)
WL-15 (золотой) |
Электроды из вольфрама с легированием окисью лантана в количестве 1,8-2,2 %. | Обеспечивают лёгкий поджиг сварочного электрического дуги и её устойчивость, быстрый переподжиг. |
| WZ-8 (белый) | Электроды из вольфрама, обогащённые окисью циркония (0,7-0,9% ZrO2). | Предназначены для работы с переменным током, обеспечивая устойчивое пламя большой мощности и выдерживая высокие токовые нагрузки. |
| WC (серый) | Электроды из вольфрама, обогащенные окисью церия (1,8-2,2% CeO2). | Поддерживают стабильную дугу во время сварки любого типа тока, даже при малых значениях силы тока. |
| WY-20* (темно-синий) | Электроды из вольфрама с добавкой окиси иттрия (1,8-2,2% Y2O3). | Предназначены для сварки важных соединений. |
Выбор марки и диаметра вольфрамового электрода по видео.
Выбор присадочного прутка: состав и назначение
При выборе присадочной проволоки следует учитывать материал и толщину металла. Материал влияет на состав стержня, а толщина — на его диаметр (от 1 до 4 мм).
Распространенные варианты соединительных стержней строятся на основе химического состава.
| Вид присадочного прутка | Химический состав свариваемых деталей |
| Углеродистые ER 70S-6 | Углеродистые и низколегированные стали |
| Алюминиевые ER 4043 | Алюминий-кремниевые сплавы |
| Алюминиевые ER 5356 | Алюминий-магниевые сплавы |
| Нержавеющие ER 308LSI | Нержавеющие стали |
| Нержавеющие ER 316LSI | Нержавеющие более легированные стали |
Для определения диаметра присадочного прутка следует обратиться к таблице.
|
Диаметр присадочного прутка, мм |
Толщина свариваемого металла, мм |
|
1 мм |
1 – 1,5 мм |
| 1,6 мм |
2-3 мм |
| 2 мм |
4-5 мм |
| 3 мм |
5 и более мм |
Правила безопасности при сварке
В процессе следует учитывать следующее.
- Сварочные работы подразумевают неукоснительное выполнение правил безопасности. При эксплуатации оборудования для TIG-сварки следует придерживаться следующих рекомендаций по безопасности.
- Во время сварки непременно пользуйтесь защитной маской, которая даёт сварщику возможность наблюдать за процессом без вреда для глаз от лучей. Убедитесь, что маска соответствует классу защиты, необходимой для конкретного вида сварки.
- При сварке образуются дым и газы, способные повредить дыхательные пути. Защититься от вредного воздействия можно с помощью маски-респиратора, рассчитанной на работу с токсичными газами и дымом.
- Во время работы со сварочным аппаратом нужно одеть защитную одежду и обувь, предохраняющую от искр и брызг расплавленного металла. Рекомендуется также использовать перчатки для защиты кистей рук от тепла и ожогов.
- Во время сварки в закрытом пространстве требуется качественная вентиляция для предотвращения накапливания вредных испарений.
Основные ошибки и их устранение
Сварка может сопровождаться ошибками, приводящими к негативным результатам. Остановимся на основных из них и способах их исправления.
Неправильная подготовка материала
Чтобы сварка прошла успешно, перед её началом нужно хорошо очистить материал от ржавчины, грязи и жира. В противном случае сварка может оказаться хрупкой или не удаться вовсе. Для очистки можно применять щетку, наждачную бумагу или специальный раствор.
Неправильный выбор тока
При выполнении TIG-сварки ток следует подбирать исходя из толщины обрабатываемого материала и типа сварочных работ. Важно помнить, что переменный ток способствует получению более прочного и качественного соединения.
Необходимо также сказать о некоторых советах, способных помочь избежать ошибок при работе.
- При выполнении сварочных работ надевайте защитный костюм, очки, перчатки и остальную спецодежду. Работайте в проветриваемом помещении или на открытом воздухе.
- Не курите и не подходите к открытому огню. Пытайтесь ограничить вдыхание сварочного дыма, так как оно может оказывать негативное воздействие на здоровье.
- Тщательно проверьте все настройки сварочного аппарата перед началом работы и убедитесь в их соответствии задаче.
- Поддерживайте рабочую зону чистой и упорядоченной во время выполнения задач. Избегайте скоплений отходов, мусора и инструментов, способных вызвать падение или порез.
- Во время сварки будьте внимательны к окружающим, чтобы не мешать им и предотвратить несчастные случаи с имуществом.
- Внимательно относитесь к эксплуатации сварочного оборудования, предотвращая падения, удары и другие механические воздействия, способные вызвать поломку или происшествие.
- Лакокрасочные покрытия, резина и пластмассы могут воспламеняться или взрываться под воздействием тепла. При сварке покрытых этими материалами изделий нужно удалить горючие вещества из зоны сварки.
- В связи с потенциально опасными веществами в сварочных парах, сварка должна проводиться в хорошо вентилируемом помещении. Носите маску для сварки или респиратор во время работы.
- Работая на высоте, обязаны пристегиваться к верёвке и надевать защитный шлем. В случае аварии верёвка позволит оставаться в безопасности.
- При работе со свариванием металлов температура может достигать высоких значений. Следовательно, важно контролировать температуру в зоне сварки и убедиться в её соответствии допустимым показателям.
Безопасность при сварке — это реальная необходимость, которая может спасти жизнь и здоровье не только сварщика, но и всех вокруг. При отсутствии уверенности в навыках лучше доверить работу профессионалам.